
























|
|
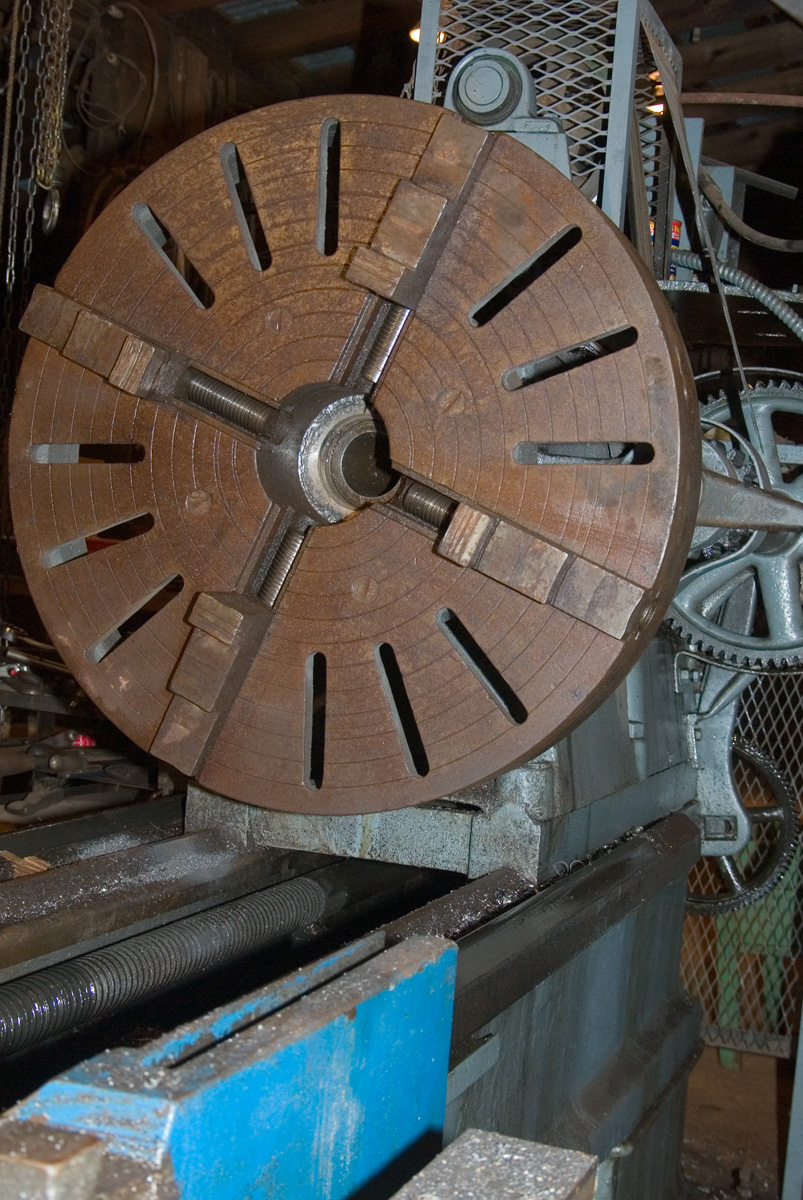
| Preparing to remove old mount |
|
|
| Use socket as driver as mount has slightly smaller bore than chuck |
|
|
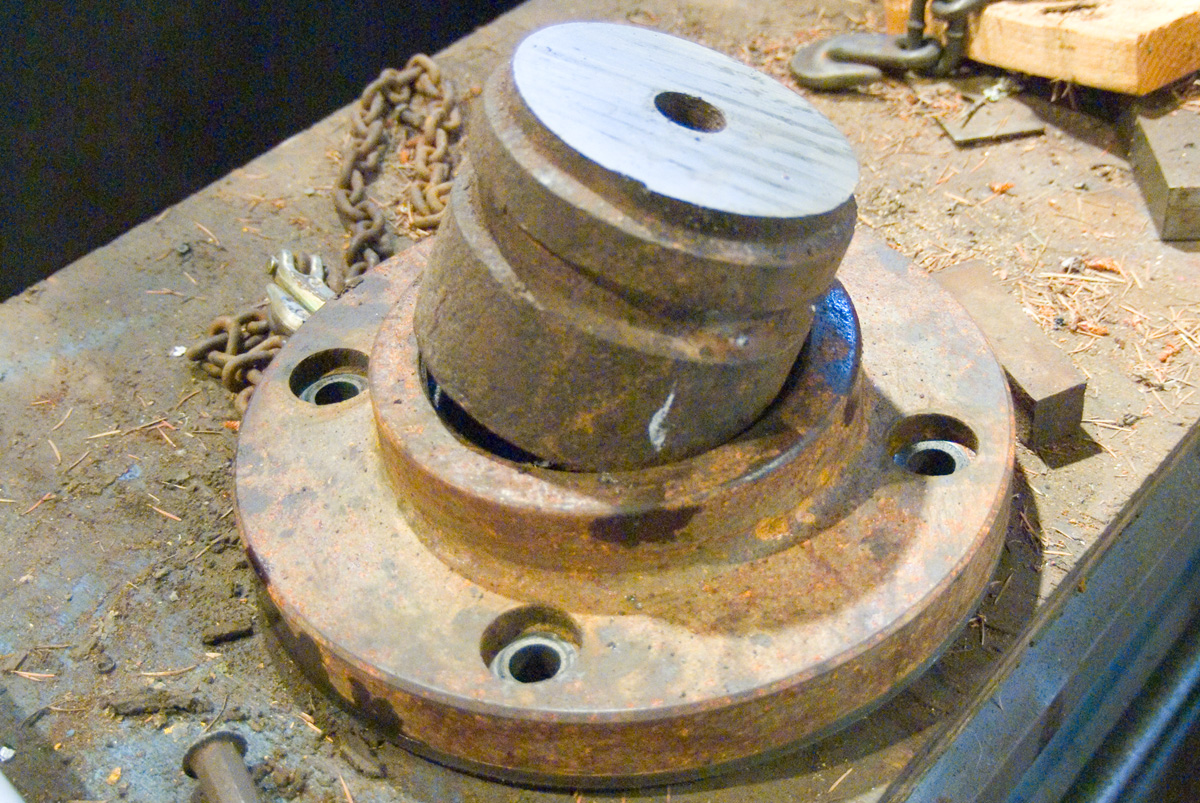
| Locate suitable iron for hub |
|
|
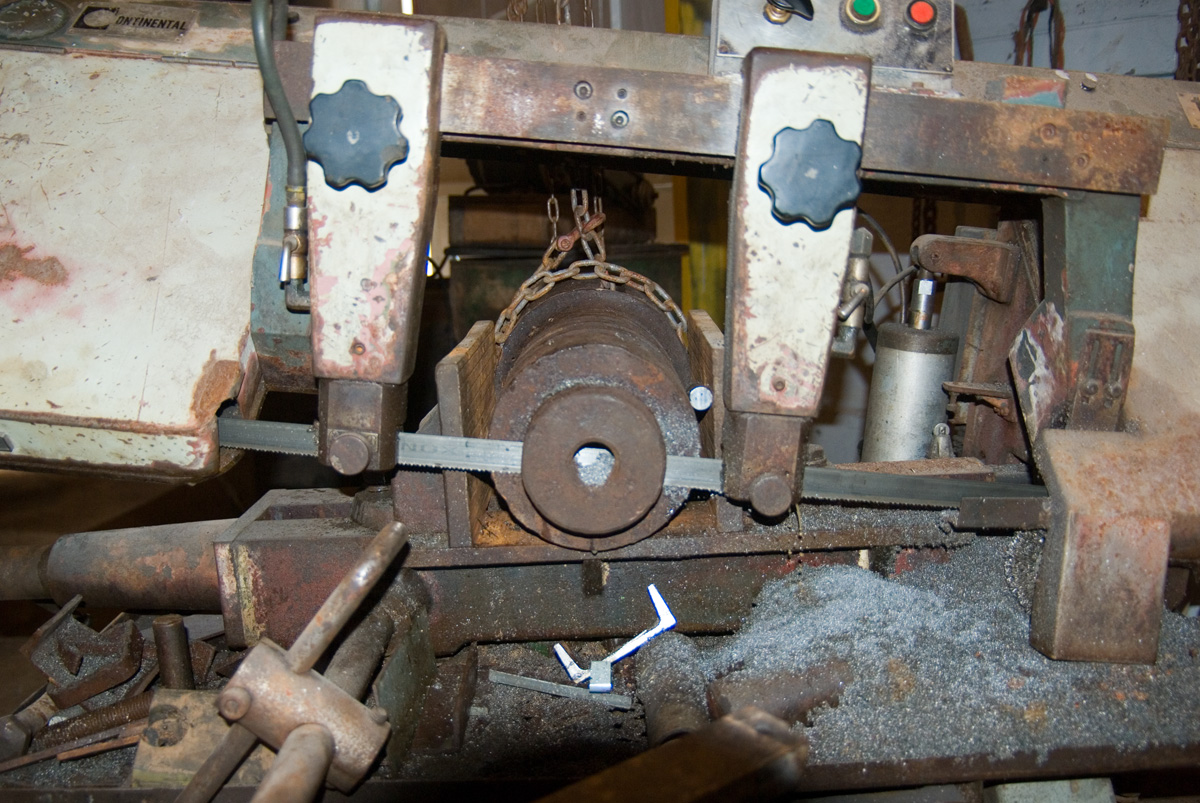
| Haul it to the saw |
|
|
| Lift it with chain fall |
|
|
| Saw it once |
|
|
| Saw it again |
|
|
| The two pieces will mate eventually |
|
|
| Setup to bore the flange |
|
|
| Turn out the flange |
|
|
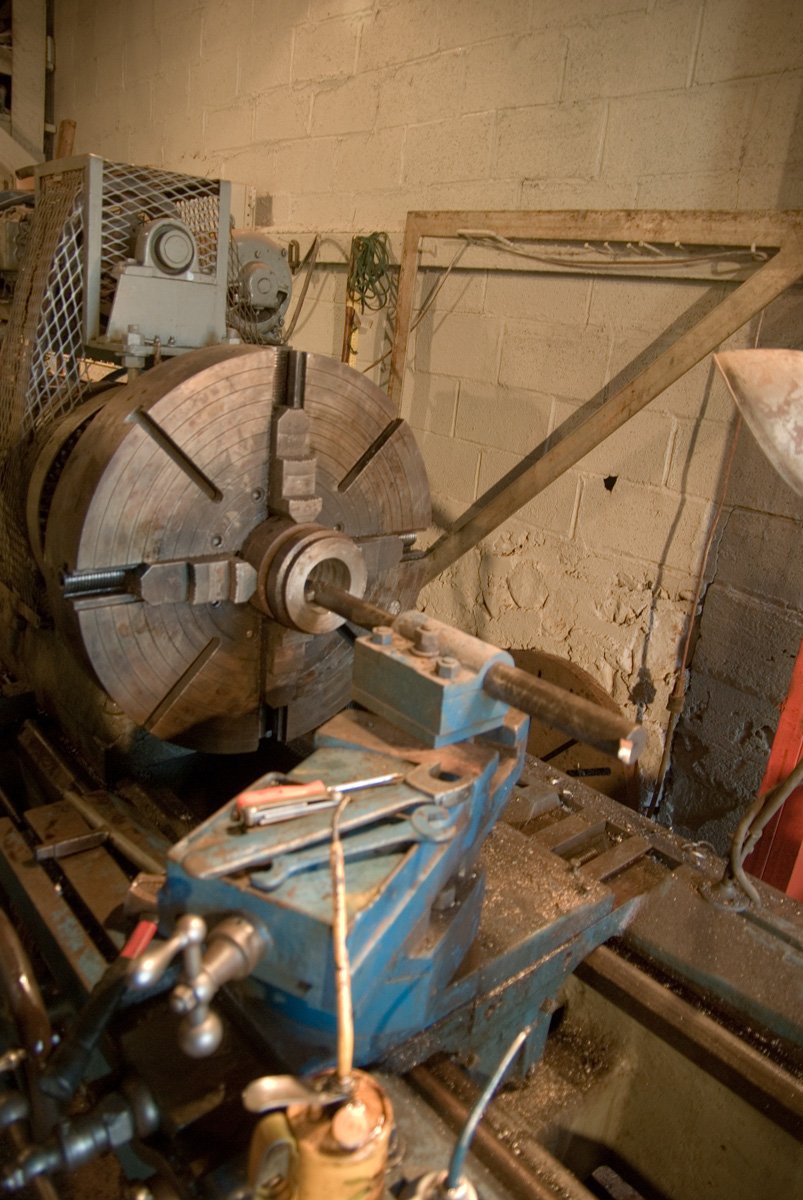
| Set up to make the hub |
|
|
| Drilling intermediate size |
|
|
| Set up for 3" drilling |
|
|
| Boring to 4 inches |
|
|
| Threaded and mounted |
|
|
| Plate to slip on hub |
|
|
| Ready to weld |
|
|
| Drilling for some setscrews |
|
|
| Ready to weld |
|
|
| Ready to weld |
|
|
| Spindle side Weld |
|
|
| Chuck Side weld |
|
|
| Closeup Front |
|
|
| Close up Front |
|
|
| Nickel Rod |
|
|
| 3 bead Weld |
|
|
| Close View 3 Bead Weld |
|
|
| Face off Plate |
|
|
| Bolt it on! |
|
|
| Then put it to work |
This panel shows the sequence for mounting a chuck to the American Tool Works lathe with a screw mount. That chuck was purchased second hand and is of an unknown make but likely very old. The reason I say that is because of the chucks design. While it is customary for lathe chucks to have ways to attach things to them other than by grasping them with the jaws, this chuck, has slots in it for bolting things to it. Typically, the chucks of the last 75 years have had T-slots. Likewise there have been relatively few large swing lathes made in the last 70 years and those that have been made are high performance models that would not likely have a cast iron flat back chuck on them.
The other clue that the chuck may be very old is the 'back' that came with it. It was a tapered and keyed mount with internal threads for a draw screw. The standard long taper mount for lathes has been 'standard' since the 1930's, and uses a draw nut (the L mounts) and a large key. Thus we are dealing with a chuck that has a mount that I have never heard of or seen before and is not mentioned in any literature that I have been able to find. Early in the 20th century there was considerable chaos in chuck mounts and this chuck is likely from that era, but it's in good condition so age doesn't matter.
The first two frames show me removing the existing mount from the chuck. It is simply an adapter plate bolted to the chuck with 4 bolts. Alignment is assured by a 15" diameter recess. If you can come up with a plate 15" in diameter which you can provide 4 bolt holes in this chuck can be mounted. Fifteen inches is a good size, somewhat standard for large chucks. You see many old lathes came with a 'dog face' as standard equipment. A 'dog face' is a face plate with just 4 slots in it for holding 'dogs' as much of the machining of the day was done on centers with a dog holding the shaft. Indeed chucks weren't universal with face plates being the norm on old lathes. Face plates were considered 'expendibles' and the machinist did what ever was necessary to attach his work and then got another face plate. Provisions for some sort of attachments other than chuck jaws are most appropriate for large chucks because they are often called on to hold immense weights, and some clamps and bolts in addition to the jaws are a good thing. Any how my point is that it wasn't uncommon to use a 'dog face' to mount a large chuck, and indeed I have a dog face for my ATW lathe and considered that. However the old chuck mount struck me as particularly worthless because I believe that there is nothing around that it would ever fit, so I elected to modify it to be the new mount for the chuck.
the first order of business was to remove it from the chuck so I unbolted it. In good workman like fashion it was 'sweat fit' to the shallow recess in the back of the chuck and did not fall off when I removed the bolts. On inspection I found that the bore of the adapter was about 1/4" of an inch less than that of the chuck which was 6". This meant that if I could find a driver 6" in diameter and slip it in from the front it would 'catch' the adapter so I could knock it out. I found a 4" socket happened to be the right size for a driver so I stuck the socket in the hole and whacked it a few times with a sledge hammer knocking the adapter free. This is what you see in the second frame.
My target spindle is a threaded spindle 4 1/4" in diameter at 4 TPI.

|
| No expansion |
The basic modification plan called for boring the taper out of the back plate and making a threaded hub that would slip into the hole and be welded there. The hub in turn needed to be threaded to screw on the spindle. The first order of business was to locate a suitable piece of iron for the project. It needed to be something round and at least 6" in diameter. While I could have gone to town and bought steel stock for the purpose we have a considerable collection of round things for the very reason shown here. I needed a piece. I found this rather bizarre looking piece which filled the bill, and the next several photos show it being transported to the saw, with a requisite piece being sawed out of it. The remaining piece went to the 'good things' pile while the coveted piece headed for the lathe.
By the 9th panel, I've mounted the old adapter on the chuck and am boring the taper out of it so it will be straight. The chuck used here is a 18 inch 3 jaw cushman. It is a particularly fine chuck and as you can see 15" is approaching it's grasping capacity. It has 2 piece reversible jaws which have 2 positions--wide and narrow which are 1 1/2" apart. I"ve reversed the jaws for maximum gripping size and selected the 'wide' position. According to Cushman you can grip things up to 16" with this chuck even though the jaws will stick out a little at that size. the scroll plate is well to the outside of the chuck so it would maintain good contact in that configuration. One of the 'things' about chucks is that larger 3 jaw chucks become progressively less 'efficient' in their range to diameter ratio. The basic problem is that the bigger chucks need more gripping power for heavier loads so the jaws have to be longer, so big 3 jaw chucks suffer from diminishing returns as they get larger and become outrageously expensive as well.
Once I've turned out the 'plate' part of the new mount, it's time to chuck up the new 'bushing' that will take the size down to what fits on the lathe. Now I turn the jaws around, but they are still in the 'wide position'. Now the base jaws are in some while gripping this item of around 7 inches. It appears that with the jaws hanging out a little you could grip something up to about 9 inches without reversing the jaws. This implies that the jaws have a 'motion range of about 3 inches, with clamping diameters from 2.28 inches to 16" accomplished by the jaws having 2 positions and being reversible. The message here is that as you work on things of varying sizes expect to routinely have to change the jaw position.
The photos of the chuck in motion are included for their photographic interest more than anything else. This lathe actually turns over quite slowly, but the lighting is pretty weak so 1/10th of a second exposures--something possible with a digital camera with shake control provide these photos of a lathe in motion.
I piece of iron I selected here already had a hole through the middle of it. While I'm not sure what the piece did in its first life, it wouldn't surprise me if this was part of a steam device. The groves look like they might have contained some packing and the center hole ported to the sides on the big end of the piece, but the operative fact here is that I had a pilot hole about an inch or so in diameter. Since twist drills are more efficient than boring bars for removing metal, the plan was to drill the center hole with successively larger drill bits until I had used the largest bit I owned. Then I would bore the hole with a boring bar. My largest drill bit of the day is a 3" bit. I'm headed for just over 3.75". The reason for this is that I need 4.25" threads. Since they are to be 4 TPI it would at first blush suggest that exactly 4" would be the right number as each thread is a 1/4" high and a 1/4" wide. Standard threads however are 85% and this spindle is somewhat less than that so based on experience I bored it 4.05".
Do notice from the photos how I have employed the use of the dog to secure the drill bits from turning. This is necessary on a lathe. The Morse design includes a flat spot or 'tang' on the end of the drills which slips in a slot in drill presses to prevent the bit from spinning in the taper. While under perfect condition-- absolutely clean and tight, the taper will hold the twisting power, perfect conditions usually don't exist, and lathes customarily don't have the tang holder for the drill bits---though it was an option on some lathes. Thus it is appropriate to secure the drill bit from turning with a dog. There is no magic to what you rest the dog on, but the compound is a little low, and I've found a block of wood is good. If it falls off it won't hurt anything unlike the situation if used a block of steel.
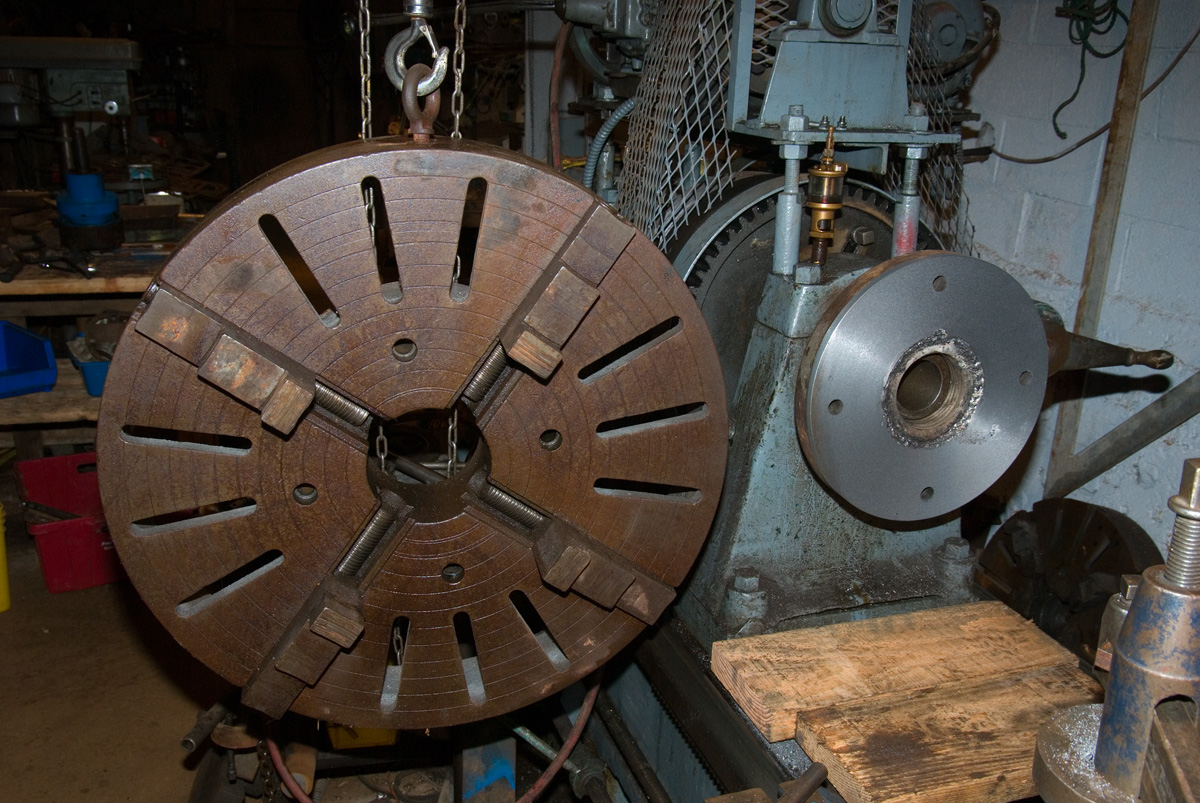
You will notice that in later photos I swapped chucks to a 4 jaw. There was a reason for this. The bore hole of the Cushman was 4" and I would be crashing into the chuck if I bored all the way through. By switching to a chuck with a larger bore hole I eliminated the need to work in a dead end hole.
Changing chucks is a bit of work but it really paid off. I was able to bore right on through without worrying about hitting anything and likewise thread all the way through without worrying about hitting the chuck or having to get stopped instantly. The 6 " bore hole in the big chuck is about 6 inches deep (the full depth of the chuck) so you have that much distance to get stopped instead of having to stop in a blind hole. This meant that I could cut the treads at normal lathe speed rather than having to so super slow so I could stop precisely. Elsewhere I have a section of gearing up the lathe for the purpose of cutting threads.
Once it was threaded life was easy. I put the core on the spindle and turned it until it was true, and then bored the plate until they would slip together. Then its a matter of welding them up.
Nothing is as simple as it seems, because here the plate was cast iron which sends off alarm bells to welders. Cast Iron requires special attention when welding. It is has a bad habit of cracking when welded because the weld tends to be stronger than the iron so with the radical temperature changes the weld will often peel away from the cast iron. The school book way of managing this is to use special techniques and special welding rod.
Lincoln prescribes two welding methods for using this rod. Once choice is to preheat to 500 to 1000 degrees and then weld up. The alternative is to 'cold weld' attempting to keep you work cold enough to touch but warm. We opted for the 'cold welding' where you endeavor to keep your work cold but not too cold all the time.
Though best done when warmer than it was today we waited out the sub freezing weather and picked a calm day and 50 degrees since the work was to be done in an open shed. Freezing windy weather is to be avoided. The secret of it all is to weld a little bit at a time and then pien aggressively. the suggestion is to weld about 1" and then pien til cool and repeat. We used an air gun to save the elbow and did not do continuously, but a lot. the issue is that the cast iron is not going to 'give' as the weld shrinks. It will just peel off the cast iron creating a new crack.
The nickel is soft and will stretch---and piening helps it stretch. You sort of hammer it along as it cools out, and that will knock the tension out of it or at least enough tension that it won't peel off the cast iron. Over all you want your work to stay cool---cool enough to touch, but you want it to get cool and stay cool slowly, so no buckets of water. When it is all done, it was wrapped up in a towel and put to bed for the night.
All in all we were nervous enough about the welding in advance to drill the plate and put in some set screws as a belt and suspenders approach, but at the end of the day we used 99% nickel rod and welded it up without incident. The front was welded with a 2 bead weld and the back (spindle side) was welded with a 3 bead weld. Rod makers offer both 55% nickel rod and 99% nickel rod. the 55% is stronger---almost as strong as 7018, but harder to work with and may present issues machining. The 99% nickel rod is more expensive, about half as strong, and always machineable. We used the latter because that is what we had. It worked perfectly and the welding is crack free.
See also: Welding Cast Iron
Once it was welded up, I left it sit around for a few days to get used to the idea of being welded and then put the plate on my lathe as it will be used, and faced it off. This eliminated any wobble that we may have introduced because of alignment issues between the two pieces. It took a couple of passes. Since it was a 4 jaw I didn't worry much about runout but it measured within 10 thousands--too much for a 3 jaw, but irrelevant for a 4 jaw independent. I bolted it up. and its ready to work.
For pictures of this chuck at work see Reworking a wheel